

- 1424
- 产品价格:56.00 元/来电询价 起
- 发货地址:上海宝山 包装说明:不限
- 产品数量:9999.00 来电询价产品规格:不限
- 信息编号:111443990公司编号:14608131
- 钱经理 经理 微信 18116413584
- 进入店铺 在线留言 QQ咨询 在线询价
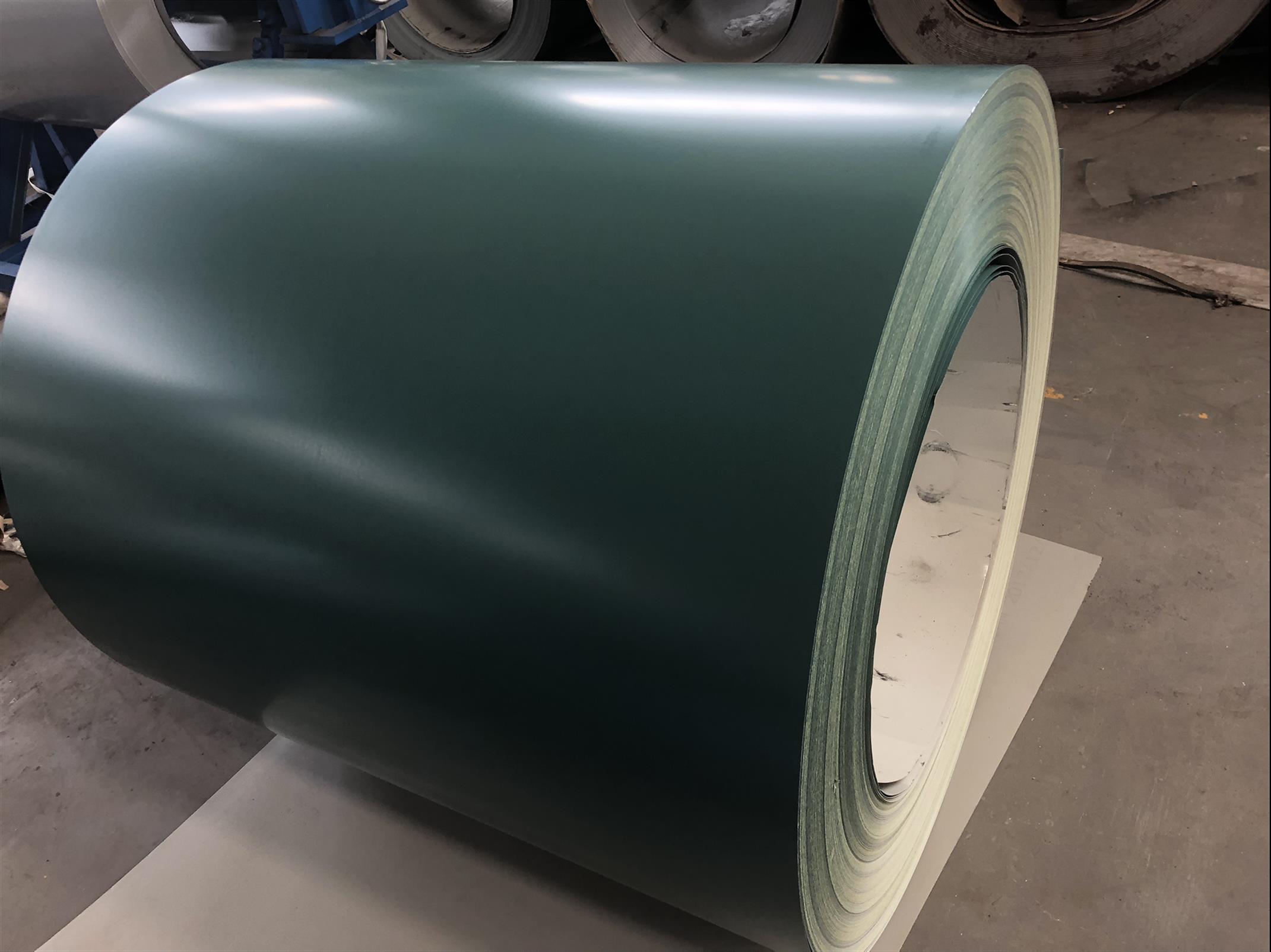
南京宝钢高耐候彩钢板电话
- 相关产品:
南京宝钢高耐候彩钢板电话
彩钢板一些细节问题的处理方法
一、铆钉处漏水维修方法:应用阳光单组份防水胶涂刷4次,厚度大约1.5mm左右,直径50-60mm左右,下一次涂刷以上一次涂层不粘手为准,并一次比一次涂的直径大,呈中间厚圆周薄。这样铆钉处就不会漏雨了。
二、彩钢板接缝漏雨方法:
1、可在缝处两端涂刷宽60mm阳光2000PA单组份防水胶,缝邻近20mm不涂。
2、无纺布,布宽150mm,粘贴在涂阳光2000PA防水胶上面。
3、在无纺布或玻璃纤布上涂刷3遍,涂刷时后一遍比**遍宽50mm,厚度1.8mm左右。后一次涂刷以上一次涂层不粘手为准。
在一些细节方面注意一下,彩钢板一般来说是不会有什么多大问题的,所以彩钢板在建筑材料中,是个较好的建筑材料。

在生产不同产品时,工艺段的流程可能有所不同。生产三涂三烘的高档产品1时,带钢经过二涂二烘、水冷、烘干后又再次返回至*三台辊涂机,进行*三次涂料的涂敷和烘烤,然后继续下行直至进入出口活套。当在设有压层薄膜设备的生产线上生产复层产品时,带钢经过表面处理以后,越过**台辊涂机,至*二1台辊涂机时,先在带钢表面上涂敷胶黏剂(如进行单面覆膜时,则在带钢背面涂背面漆),胶黏剂经过烘烤炉加热活化后,进入覆膜机,将薄膜压合,然后进入水冷槽降温。在吹干后经张力辊进入出口活套。如果生产线上设有印花机,可以用来进行有印花的**涂层钢板的生产。这时经过二次涂敷后又经过烘烤固化的带钢,在风冷后,通过印花机在表面印花,然后继续下行。在设有印花机的机组上,可以对较厚涂层产品进行压花加工。经过烘烤的热塑性涂层,在经过有限的1降温之后要通过刻花的压花辊,进行印花并尽快进行冷却,以免压痕消退。
工艺力学性能检验
对**涂层钢板基材进行工艺力学性能检验,是提高**涂层钢板质量、降低生产成本的杠杆。通过对基材的全面质量鉴定,可为**涂层钢板出厂的产品定级提供可靠的依据,也是避免产品出厂后因使用性能原因引起质量纠纷的重要环节。基材的工艺力学性能检验按其不同的基材种类和加工性能,主要有拉力试验、冷弯试验、锌层弯曲试验、杯突试验、锌层质量和硬度试验等几种.
按加工工艺分类
按涂装方式分类,**涂层钢板生产工艺主要分为辊涂法、淋涂法、喷涂法、粉涂法及贴膜法,如图5-1~图5-3所示。按涂敷次数不同,有一涂一烘、二涂二烘、三涂三烘、四涂四烘等不同工艺涂敷制得的**涂层钢板。按压花或印花加工分,还可细分为木纹板、大理石纹板、水泥砂浆纹板等涂层钢板。
(1)辊涂法
辊涂法应用较广,全世界除中国外共有400多套这种类型的机组。在工艺段带材先经过碱液清洗、漂洗、干燥、脱油除污,再进行表面预处理(铬化或磷化)、干燥,带材进入涂装室,由涂装机的蘸料辊蘸液态涂料,经涂敷辊将涂料涂到带材的上、下表面,涂有湿膜的带材进入固化炉加热烘烤,温度由低**,将湿膜中的溶剂完全挥发除去,并将含溶剂的废气排出送至焚烧炉处理。涂层固化后的带材要经过淬水冷却、热风干燥。辊涂工艺通常受涂装机一次涂湿膜厚度及烘烤固化炉溶剂负荷的限制,若产品要求涂膜厚度大,则要多次涂敷及烘烤固化,因此辊涂机组分为一涂一烤、涂二烤、三涂三烤等多种类型,以满足不同涂层厚度的要求,并能更经济合理地利用涂料。其中,二涂二烤机组数量较多。辊涂机组可以高速、大批量生产。产品广泛用于室外建筑及室内装饰、家电、家具、器具等领域。
(2)淋涂法
初涂时用辊涂,精涂时采用淋涂法,将液态涂料涂到带钢表面,涂过的带钢不会留下辊印,控制难度大,适合于生产高质量的家电**涂层钢板。此方法不适用于涂敷较薄的涂膜,不能涂敷双面涂层,涂层也不够平坦。该工艺控制难度较大,没有得到推广。
(3)喷涂法
喷涂法涂敷曾有过空气喷涂、无空气喷涂和静电喷涂三种喷涂装置。此方法涂料喷溅消耗较大,涂膜厚度控制局限性大,涂层质量难以保证,并同样存在淋涂法中难以解决的那些缺点。
(4)粉涂法[2.3
粉涂法是一种新工艺,是先把一定粒度的粉末树脂颗粒黏附或吸附到板材表面,然后加热到熔融态后硬化,形成纹理,手感良好,它与液体涂料涂敷相比有限多优点:不含溶剂,可避免安全问题和环境污染问题;一次喷涂即可达到所需要的成膜厚度,既节省了烘烤次数,又降低了能源消耗,提高了生产效率以及减少了设备场地;涂膜性能优越,过喷的粉末涂料可以回收再利用,粉末利用率达8%以上。目前粉末法涂敷有静电喷涂法、MSC公司的粉末云涂装技术、*公司的电磁刷(EMB)技术和Fraunhofer公司的粉末传输(TransAPP)技术等。TransAPP粉末涂层技术允许生产速度已经达到了3m/s,且节省空间、能源和维修费用,这归因于高效的红外加热系统显着缩短了粉末固化时间。粉涂**涂层钢板涂层厚度范围为10~250pm,其产品应用于建筑、轻工、家电、家具、计算机等领域。
涂料设计
产品使用高耐候聚酯树脂和高耐候的颜料,使其具有接近于硅改性浆酡的时候性,但具有硅改性聚酷所没有的柔韧性。使用高分予量的聚合物结构稳定,不易光解和水解。主要特点如下
(1)聚酯的结构中采用部分环已烷结构的单体,达到柔韧性耐侯性和硬度等的平衡;
(2)采用完全氢化的多元酸和多元醇(不含芳烃环),避免UV的吸收;
高耐候聚酯涂层常规指标全部达到要求,具备了大生产的条件。在非常规试验方面,高耐候聚酯具有比普通聚酯优异的性能。HDP钢板大部分盐雾评级在3以内,个别评为4级的气泡密度也是比较低的,约4、5个气泡(钢板规格75×150mm),只是由于气泡直径接近0.5mm,所以评为4级。因盐雾试验性能跟预处理和底漆有很大的关系,所以HDP盐雾性能不是特别**,与采用的底漆类型有关HDP的使用环境与普通聚酯相差不大,由于HDP高耐候聚酯的耐紫外线能力强一些,因此,它更适合用在紫外线强烈的地方,比如高原地区。
自2002年下半年开始,宝钢成功地把这种新产品供给国内多家钢结构厂使用,获得了用户的**。
国外**涂层钢板的发展
**涂层钢板的产生,较早可以追溯到1927年在美国的涂层薄板生产。直到1936年首先在美国建立了**条有现代涂层生产线雏形的连续**涂层钢板生产线,其产品主要用作百叶窗和挡风墙,用以取代木制品。20世纪50年代以后,**涂层钢板大量用于建筑行业,获得了快速的发展。美国于1955年初建造了**批宽带材连续涂层生产线。此后,**涂层钢板的产量增长率达到16.5%,1956年,大多数机组的生产速度为45m/min;1978年时,生产速度提高到90m/min以上;1979年美国建立了较大的**涂层钢板生产机组,这条生产线可以生产板宽为1828mm的产品,较高生产速度可达到244m/min,年生产能力达到50万吨。此前为美国**涂层钢板发展较快的时期,每年产量递增率达到10%~30%到1980年,美国已建成**涂层钢板生产线200余条(包括窄带材生产线,其中25%的生产线用于生产以铝带材为基板的产品),总产量已达350万吨,其中30%用于汽车工业。20世纪90年代以后,美国**涂层钢板的产量已占全世界总产量的50%~55%,美国的**涂层钢板生产技术向国外大量输出,从而促进了欧洲和日本**涂层钢板生产的发展。英国从美国引进了**涂层钢板生产技术,于1961年开始生产**涂层钢板,现在拥有欧洲较大的**涂层钢板联合企业。
一、铆钉处漏水维修方法:应用阳光单组份防水胶涂刷4次,厚度大约1.5mm左右,直径50-60mm左右,下一次涂刷以上一次涂层不粘手为准,并一次比一次涂的直径大,呈中间厚圆周薄。这样铆钉处就不会漏雨了。
二、彩钢板接缝漏雨方法:
1、可在缝处两端涂刷宽60mm阳光2000PA单组份防水胶,缝邻近20mm不涂。
2、无纺布,布宽150mm,粘贴在涂阳光2000PA防水胶上面。
3、在无纺布或玻璃纤布上涂刷3遍,涂刷时后一遍比**遍宽50mm,厚度1.8mm左右。后一次涂刷以上一次涂层不粘手为准。
在一些细节方面注意一下,彩钢板一般来说是不会有什么多大问题的,所以彩钢板在建筑材料中,是个较好的建筑材料。

在生产不同产品时,工艺段的流程可能有所不同。生产三涂三烘的高档产品1时,带钢经过二涂二烘、水冷、烘干后又再次返回至*三台辊涂机,进行*三次涂料的涂敷和烘烤,然后继续下行直至进入出口活套。当在设有压层薄膜设备的生产线上生产复层产品时,带钢经过表面处理以后,越过**台辊涂机,至*二1台辊涂机时,先在带钢表面上涂敷胶黏剂(如进行单面覆膜时,则在带钢背面涂背面漆),胶黏剂经过烘烤炉加热活化后,进入覆膜机,将薄膜压合,然后进入水冷槽降温。在吹干后经张力辊进入出口活套。如果生产线上设有印花机,可以用来进行有印花的**涂层钢板的生产。这时经过二次涂敷后又经过烘烤固化的带钢,在风冷后,通过印花机在表面印花,然后继续下行。在设有印花机的机组上,可以对较厚涂层产品进行压花加工。经过烘烤的热塑性涂层,在经过有限的1降温之后要通过刻花的压花辊,进行印花并尽快进行冷却,以免压痕消退。
工艺力学性能检验
对**涂层钢板基材进行工艺力学性能检验,是提高**涂层钢板质量、降低生产成本的杠杆。通过对基材的全面质量鉴定,可为**涂层钢板出厂的产品定级提供可靠的依据,也是避免产品出厂后因使用性能原因引起质量纠纷的重要环节。基材的工艺力学性能检验按其不同的基材种类和加工性能,主要有拉力试验、冷弯试验、锌层弯曲试验、杯突试验、锌层质量和硬度试验等几种.
按加工工艺分类
按涂装方式分类,**涂层钢板生产工艺主要分为辊涂法、淋涂法、喷涂法、粉涂法及贴膜法,如图5-1~图5-3所示。按涂敷次数不同,有一涂一烘、二涂二烘、三涂三烘、四涂四烘等不同工艺涂敷制得的**涂层钢板。按压花或印花加工分,还可细分为木纹板、大理石纹板、水泥砂浆纹板等涂层钢板。
(1)辊涂法
辊涂法应用较广,全世界除中国外共有400多套这种类型的机组。在工艺段带材先经过碱液清洗、漂洗、干燥、脱油除污,再进行表面预处理(铬化或磷化)、干燥,带材进入涂装室,由涂装机的蘸料辊蘸液态涂料,经涂敷辊将涂料涂到带材的上、下表面,涂有湿膜的带材进入固化炉加热烘烤,温度由低**,将湿膜中的溶剂完全挥发除去,并将含溶剂的废气排出送至焚烧炉处理。涂层固化后的带材要经过淬水冷却、热风干燥。辊涂工艺通常受涂装机一次涂湿膜厚度及烘烤固化炉溶剂负荷的限制,若产品要求涂膜厚度大,则要多次涂敷及烘烤固化,因此辊涂机组分为一涂一烤、涂二烤、三涂三烤等多种类型,以满足不同涂层厚度的要求,并能更经济合理地利用涂料。其中,二涂二烤机组数量较多。辊涂机组可以高速、大批量生产。产品广泛用于室外建筑及室内装饰、家电、家具、器具等领域。
(2)淋涂法
初涂时用辊涂,精涂时采用淋涂法,将液态涂料涂到带钢表面,涂过的带钢不会留下辊印,控制难度大,适合于生产高质量的家电**涂层钢板。此方法不适用于涂敷较薄的涂膜,不能涂敷双面涂层,涂层也不够平坦。该工艺控制难度较大,没有得到推广。
(3)喷涂法
喷涂法涂敷曾有过空气喷涂、无空气喷涂和静电喷涂三种喷涂装置。此方法涂料喷溅消耗较大,涂膜厚度控制局限性大,涂层质量难以保证,并同样存在淋涂法中难以解决的那些缺点。
(4)粉涂法[2.3
粉涂法是一种新工艺,是先把一定粒度的粉末树脂颗粒黏附或吸附到板材表面,然后加热到熔融态后硬化,形成纹理,手感良好,它与液体涂料涂敷相比有限多优点:不含溶剂,可避免安全问题和环境污染问题;一次喷涂即可达到所需要的成膜厚度,既节省了烘烤次数,又降低了能源消耗,提高了生产效率以及减少了设备场地;涂膜性能优越,过喷的粉末涂料可以回收再利用,粉末利用率达8%以上。目前粉末法涂敷有静电喷涂法、MSC公司的粉末云涂装技术、*公司的电磁刷(EMB)技术和Fraunhofer公司的粉末传输(TransAPP)技术等。TransAPP粉末涂层技术允许生产速度已经达到了3m/s,且节省空间、能源和维修费用,这归因于高效的红外加热系统显着缩短了粉末固化时间。粉涂**涂层钢板涂层厚度范围为10~250pm,其产品应用于建筑、轻工、家电、家具、计算机等领域。
涂料设计
产品使用高耐候聚酯树脂和高耐候的颜料,使其具有接近于硅改性浆酡的时候性,但具有硅改性聚酷所没有的柔韧性。使用高分予量的聚合物结构稳定,不易光解和水解。主要特点如下
(1)聚酯的结构中采用部分环已烷结构的单体,达到柔韧性耐侯性和硬度等的平衡;
(2)采用完全氢化的多元酸和多元醇(不含芳烃环),避免UV的吸收;
高耐候聚酯涂层常规指标全部达到要求,具备了大生产的条件。在非常规试验方面,高耐候聚酯具有比普通聚酯优异的性能。HDP钢板大部分盐雾评级在3以内,个别评为4级的气泡密度也是比较低的,约4、5个气泡(钢板规格75×150mm),只是由于气泡直径接近0.5mm,所以评为4级。因盐雾试验性能跟预处理和底漆有很大的关系,所以HDP盐雾性能不是特别**,与采用的底漆类型有关HDP的使用环境与普通聚酯相差不大,由于HDP高耐候聚酯的耐紫外线能力强一些,因此,它更适合用在紫外线强烈的地方,比如高原地区。
自2002年下半年开始,宝钢成功地把这种新产品供给国内多家钢结构厂使用,获得了用户的**。
国外**涂层钢板的发展
**涂层钢板的产生,较早可以追溯到1927年在美国的涂层薄板生产。直到1936年首先在美国建立了**条有现代涂层生产线雏形的连续**涂层钢板生产线,其产品主要用作百叶窗和挡风墙,用以取代木制品。20世纪50年代以后,**涂层钢板大量用于建筑行业,获得了快速的发展。美国于1955年初建造了**批宽带材连续涂层生产线。此后,**涂层钢板的产量增长率达到16.5%,1956年,大多数机组的生产速度为45m/min;1978年时,生产速度提高到90m/min以上;1979年美国建立了较大的**涂层钢板生产机组,这条生产线可以生产板宽为1828mm的产品,较高生产速度可达到244m/min,年生产能力达到50万吨。此前为美国**涂层钢板发展较快的时期,每年产量递增率达到10%~30%到1980年,美国已建成**涂层钢板生产线200余条(包括窄带材生产线,其中25%的生产线用于生产以铝带材为基板的产品),总产量已达350万吨,其中30%用于汽车工业。20世纪90年代以后,美国**涂层钢板的产量已占全世界总产量的50%~55%,美国的**涂层钢板生产技术向国外大量输出,从而促进了欧洲和日本**涂层钢板生产的发展。英国从美国引进了**涂层钢板生产技术,于1961年开始生产**涂层钢板,现在拥有欧洲较大的**涂层钢板联合企业。










{kind=link}