

- 1147
- 产品价格:300.00 元/千克 起
- 发货地址:湖南长沙天心区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:164291944公司编号:8704851
- 徐智艺 经理 微信 18163731172
- 进入店铺 在线留言 QQ咨询 在线询价
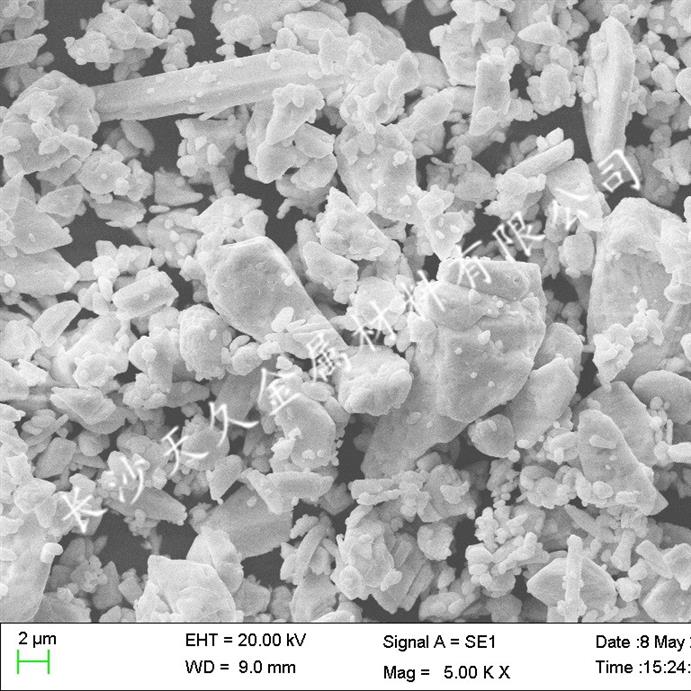
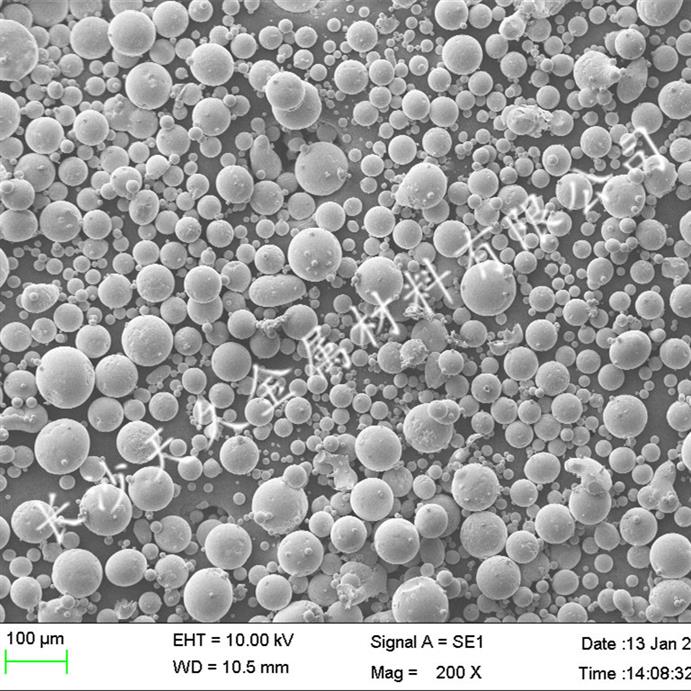
铜锌硬质合金焊膏银基钎焊料 银基硬质合金焊膏
- 相关产品:
硬质合金的钎焊内应力主要取决于硬质合金与基体的线膨胀系数差异。选用线膨胀系数差异小的组合是控制内应力的关键;采用消减应力槽的结构设计是减小内应力的有效措施。另外,焊前预热、焊后保温的工艺制度是消减内应力的可靠方法。
钎焊温度是钎焊过程中重要的工艺参数,一般而言,钎焊温度应适当的**钎料的液相线,通常定为比钎料的液相温度高25-50°C。
钎焊操作手法不当形成的脱焊主要有:钎焊时没有排渣或是排渣不充分;钎料未完全凝固时移动工具;钎料、钎剂添加方式不正确;加热温度场不均匀,尤其是外部温度高、内部温度低。
改善硬质合金的钎焊润湿性、流铺性的主要措施有:1、针对性的选择硬质合金钎料;2、对钎焊表面仔细清理、喷砂、磨削和研磨抛光,去除表面残留碳和氧化性物质;3、选择高活性钎剂;4、表面镀镍或铜;5、采用化学处理进行表面改性。





{kind=link}