


- 457
- 产品价格:450.00 元/千克 起
- 发货地址:湖南长沙天心区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:190100491公司编号:8704851
- 徐智艺 经理 微信 18163731172
- 进入店铺 在线留言 QQ咨询 在线询价
长沙金刚石砂轮表带焊膏 镍基焊膏
- 相关产品:
焊膏粘度根据涂敷法来选择,且焊膏的粘度依赖于应用工艺的特性(如丝网孔径、刮板速度等)。对于丝网印刷,通常选择的粘度是100~300Pa;对于漏板印刷,应该选择有高的粘度,其范围为200~600Pa;对使用式进行分配的,其粘度应为100~200Pa。

焊膏的组成
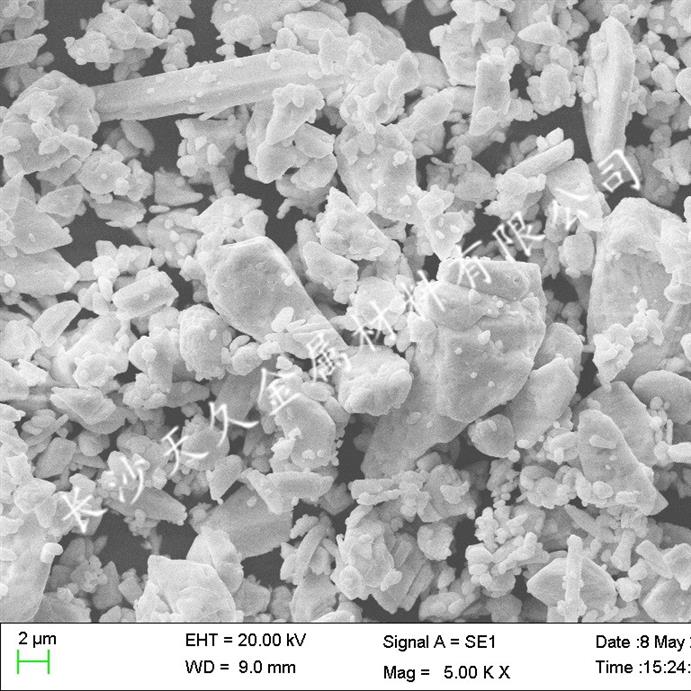
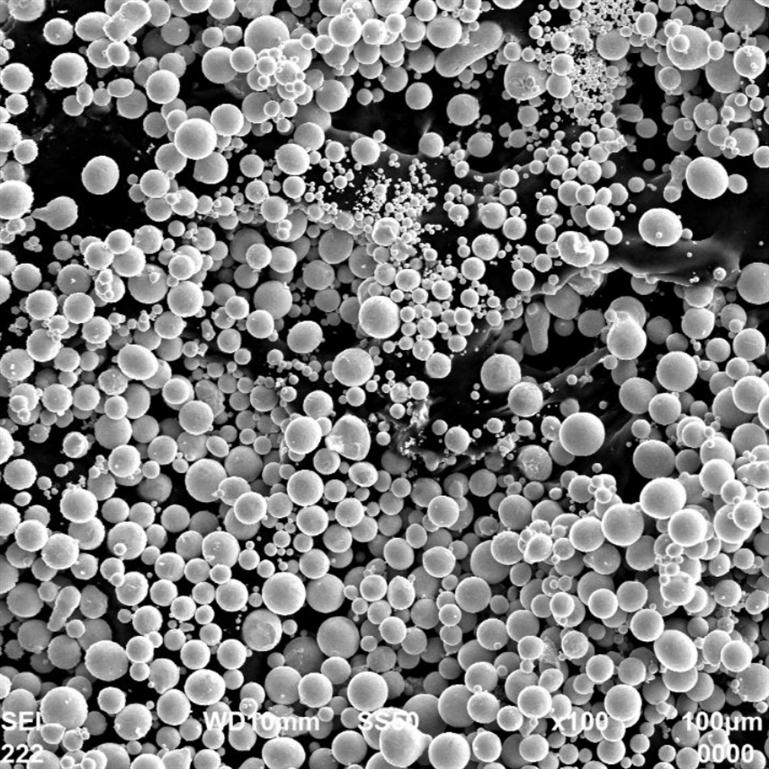
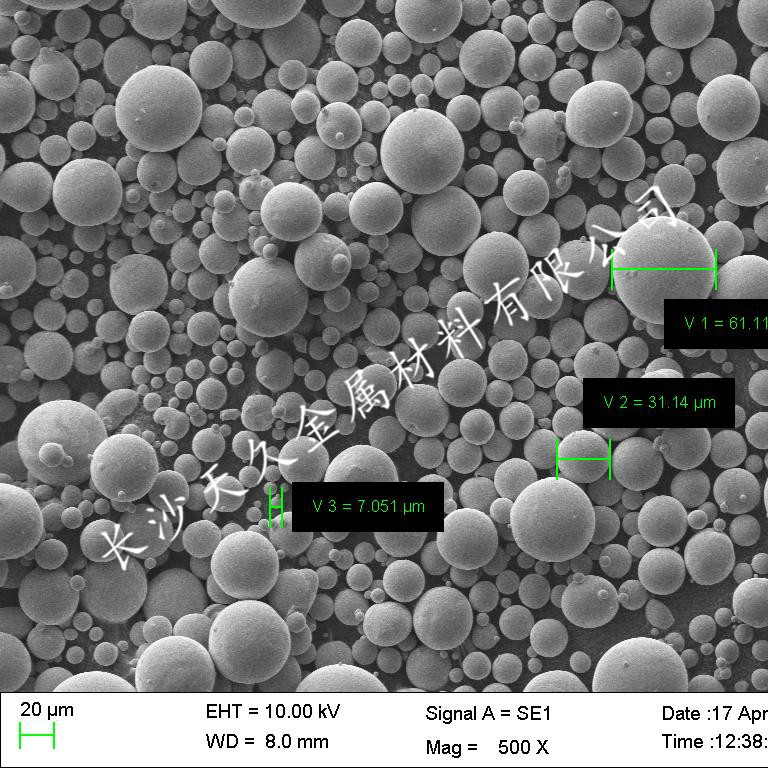
焊膏主要由合金焊料粉末和助焊剂组成、混合搅拌均匀而形成的一种膏状混合物。其中合金焊料粉占总重量的85%~90%,助焊剂占10%~15%。

助焊剂
在焊膏中,糊状助焊剂是合金粉末的载体。其组成与通用助焊剂基本相同。为了改善印制效果和触变性,有时还需加入触变剂和溶剂。通过助焊剂中活性剂的作用,能清除被焊材料表面以及合金粉末本身的氧化膜,使焊料迅速扩散并附着在被焊金属表面。助焊剂的组成对焊膏的扩展性、润湿性、塌陷、粘度变化、清洗性质、焊珠飞溅及储存寿命均有较大影响。

焊剂是焊膏载体的主要成分之一。焊膏可以利用3种不同类型的焊剂,即R焊剂(树脂焊剂),RMA焊剂(适度活化的树脂焊剂)和RA焊剂(完全活化的树脂焊剂)。适度活化的树脂焊剂和完全活化的树脂焊剂中的活化剂可去除金属表面的氧化物和其他表面的污物,促使熔化焊料浸润到表面贴装的焊盘和元器件端接头或引脚上。根据表面安装印制电路板的表面清洁度及元器件的保新度选择,一般可选中等活性,必要时可选高活性或无活性级,**活性级。

焊膏的组成
焊膏主要由合金焊料粉末和助焊剂组成、混合搅拌均匀而形成的一种膏状混合物。其中合金焊料粉占总重量的85%~90%,助焊剂占10%~15%。

助焊剂
在焊膏中,糊状助焊剂是合金粉末的载体。其组成与通用助焊剂基本相同。为了改善印制效果和触变性,有时还需加入触变剂和溶剂。通过助焊剂中活性剂的作用,能清除被焊材料表面以及合金粉末本身的氧化膜,使焊料迅速扩散并附着在被焊金属表面。助焊剂的组成对焊膏的扩展性、润湿性、塌陷、粘度变化、清洗性质、焊珠飞溅及储存寿命均有较大影响。

焊剂是焊膏载体的主要成分之一。焊膏可以利用3种不同类型的焊剂,即R焊剂(树脂焊剂),RMA焊剂(适度活化的树脂焊剂)和RA焊剂(完全活化的树脂焊剂)。适度活化的树脂焊剂和完全活化的树脂焊剂中的活化剂可去除金属表面的氧化物和其他表面的污物,促使熔化焊料浸润到表面贴装的焊盘和元器件端接头或引脚上。根据表面安装印制电路板的表面清洁度及元器件的保新度选择,一般可选中等活性,必要时可选高活性或无活性级,**活性级。







{kind=link}