- 4992
- 产品价格:面议
- 发货地址:黑龙江齐齐哈尔富裕县 包装说明:不限
- 产品数量:不限产品规格:不限
- 信息编号:192464236公司编号:23056672
- 杨洋 微信 15106813883
- 进入店铺 在线咨询 在线询价
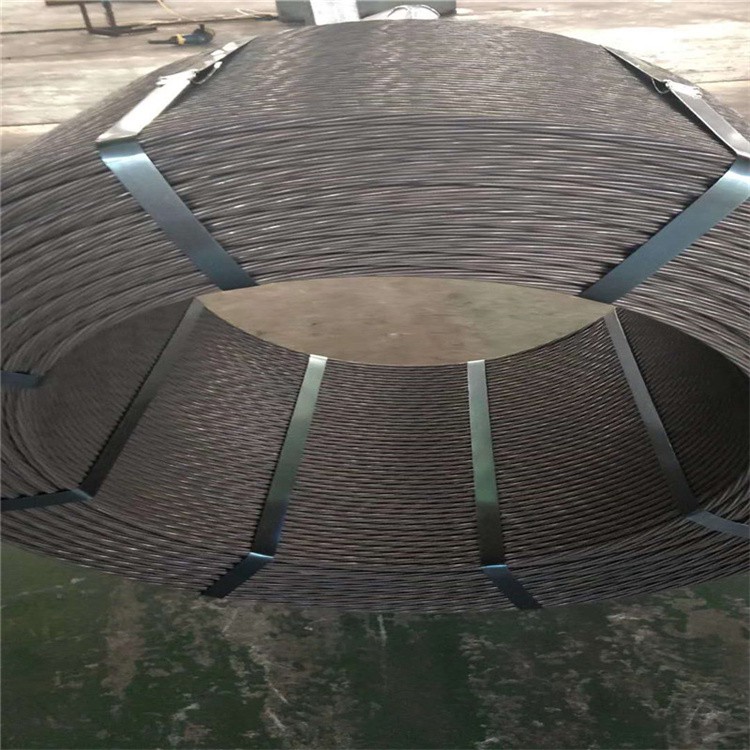
成都基坑预应力15.2钢绞线
- 相关产品:
预应力钢丝、钢绞线盘条加工后主要用于预制板、铁路、公路、跨江跨海桥梁,大型建筑,水利、核电等工程和岩土锚固、管道、钢结构索等加工产品,对产品质量有着特殊的需求。为保证不同规格盘条产品顺利开发,在生产过程中对常见划伤、裂纹等铸坯质量缺陷进行严格把控;炼钢工序根据不同规格优化化学成分内控范围区间、提高进精炼化学成分控制精准率、连铸采取全过程保护浇注、降低钢水过热度、恒拉速、末端电搅等工艺措施,保证了钢水成分均匀性;通过合理优化二冷配水、确保铸坯均匀冷却,提高了铸坯内部质量。轧钢工序技术人员制定严格的轧制工艺参数,优化加热炉温、轧制速度、风机开启数量等工艺参数;生产厂根据轧制生产需要,组织岗位技术培训,充分利用检修时间,做好工艺设施点检、轧辊更换、导卫件安装调整等基础工作。保证了盘条表面质量和钢材性能满足产品质量要求
纵向预应力张拉:纵向预应力下料长度需考虑两端张拉的千斤顶长度和工具锚后的余留长度等,每根钢绞线两端进行编束,张拉用千斤顶、压力表、电动油泵在使用前均进行配套检验;
2、张拉流程:0→0.2σk→分级张拉至σk→持荷5分钟→σk(锚固);
3、张拉采用张拉力和伸长量双控,以张拉力为主,伸长量作为校核,误差应控制在±5%内。
梁体封锚及孔道压浆:预应力张拉完成后24小时内完成压浆,特殊情况不得超过48小时,确保孔道中的预应力筋在灌浆前无锈迹。
1、模板拆除:
A、在混凝土强度达到标准强度的75%后,方可进行箱梁外侧模的拆除,在松开横向拉杆和底托后,整体外侧模靠自重脱落,由卷扬机沿顺桥向方向拉至欲浇下一跨就位。在拆除过程中避免硬敲猛砸,拖拽过程中需保证模板完全脱离梁体,确保梁体的整体外观质量不受破坏;
B、箱梁内模从两端向中间拆除,先将内模支撑拆除,然后将内模竹胶板逐块撬开,拆除内模,拆除完毕后,内模板由顶板预留人洞送出;
C、底部模板在张拉完成后拆除,将落架砂桶内的沙全部排出,使支架承重梁以上部分下落,然后将模竹胶板逐块撬开,逐段拆除。



联系手机是15106813883, 主要经营注浆管 钢绞线 型材。
单位注册资金未知。
我公司主要供应sKeys等,产品销售全国,深受企业用户的信任和好评!期待与您的合作!
- 产品分类
{kind=link}