

- 2024-12-16 14:43 430
- 产品价格:面议
- 发货地址:浙江台州黄岩区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:214639118公司编号:21157215
- 郭先生 销售 微信 18006769399
- 进入店铺 在线留言 QQ咨询 在线询价
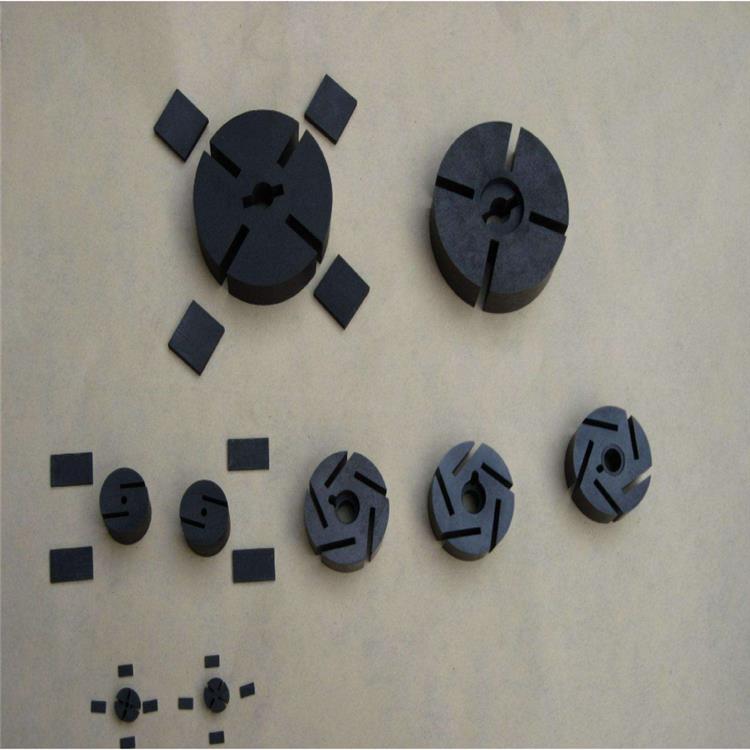
兰州G347 高纯石墨块
- 相关产品:
颜色:黑色规格:2040*410*410是否定制:是包装:木箱密度:标准电阻:标准抗折强度:标准抗压强度:标准热导率:标准颗粒度:标准
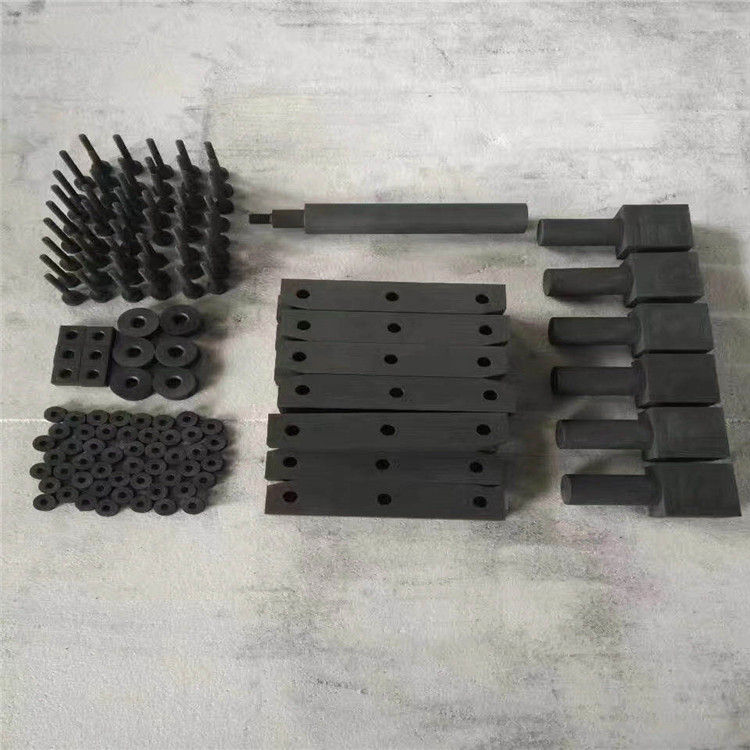
台州市鸿奈德碳素制品有限公司的业务领域包括:石墨板、石墨棒、石墨模块、EDM电、石墨热场、石墨发热体、石墨炉床板、石墨螺栓、螺母、石墨真空炉配件,石墨加热器,单/多晶硅铸锭炉,PECVD石墨舟,石墨轴承,石墨坩埚,石墨毡,石墨绳,石墨纸,石墨阴阳板,石英玻璃生产用石墨部件回转窑石墨块,真空电阻炉,感应炉,烧结炉,铝材生产用石墨环,滚筒、条、板等石墨模具,电子石墨模具,树脂、金属、锑、铜浸渍石墨,燃料电池双板,半导体石墨件,3D手机玻璃热弯石墨模具,各种石墨零件、异型件加工等。石墨具有以下铜无法比拟的特性:
加工速度:高速铣粗加工较铜块3倍;高速铣精加工较铜块5倍
可加工性好,能实现复杂的几何造型
重量轻,密度不足铜的1/4,电容易夹持
可减少单个电的数量,因为可做成组合电
热稳定性好,无加工毛刺

1.石墨的修整和抛光,一般情况下石墨在加工完成后不需要进行抛光处理。这也减少了电在成型后的精度误差和缩短了生产周期。
2.石墨的EDM(电火花)速度快而损耗小。因为铜的熔点是1083℃,而EDM时的温度在1100℃,铜电在EDM后相对容易消耗和磨损。而石墨在3550℃才会出现升华,只要配合好合理的加工参数,石墨电可以做到理论意义上的零损耗。从而避免了电重复加工的次数。
3.在电的设计和编程方面,石墨电的设计也不同。许多模具厂通常在铜电的粗加工和精加工有不同的预留量,而石墨电则可以使用相同的预留量,这减少了CAD/CAM的工作量和机器加工的次数。单是这个原因就足以缩短模具的设计和加工周期,而且也减少加工中了出错的概率。
良好的切削加工
与金属材料相比,石墨的体积设计为低。它具有优异的机械加工性能。
的粘接效果
碎石墨可通过粘合剂被粘合,这节省了时间和材料成本。
的电阻率
电阻率(ER)确定到的电流的流动的材料的电阻。较低的电阻率,这意味着更好的导电性。
EDM是英文单词Electrical Discharge Machining的缩写,即电火花加工,EDM石黑行业即模具行业利用石墨的导电性做成电火花模具进行放电加工用的石墨原材料。
EDM石墨(电火花加工)主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形、样板、电火花成型加工用的金属电,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
电火花加工是利用电与工件之间的火花通电时,所产生的瞬时间的高温,去层层蚀除工件表面上材料的原理。电火花加工适用于高硬度导电工件的加工。数控电火花成型机床便是电火花加工的范例。
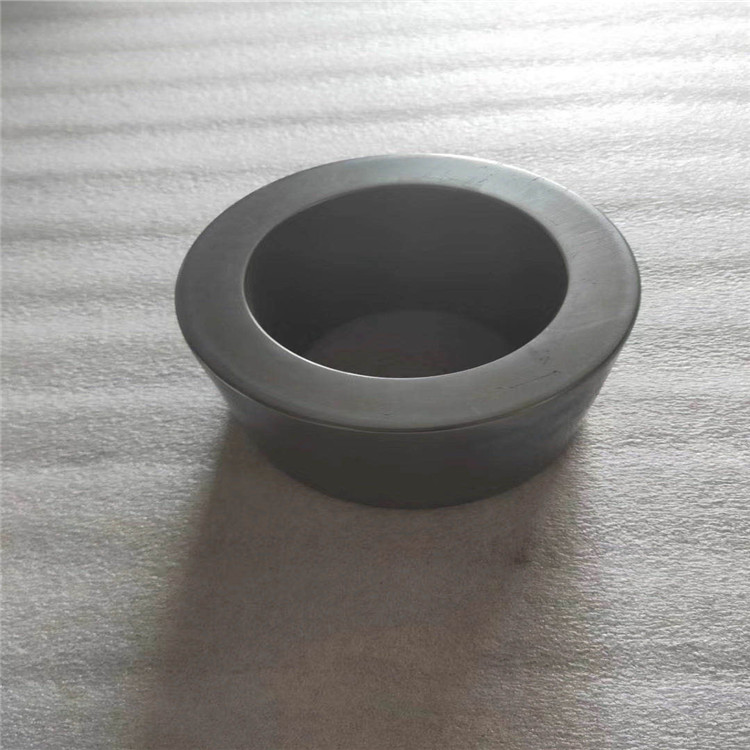
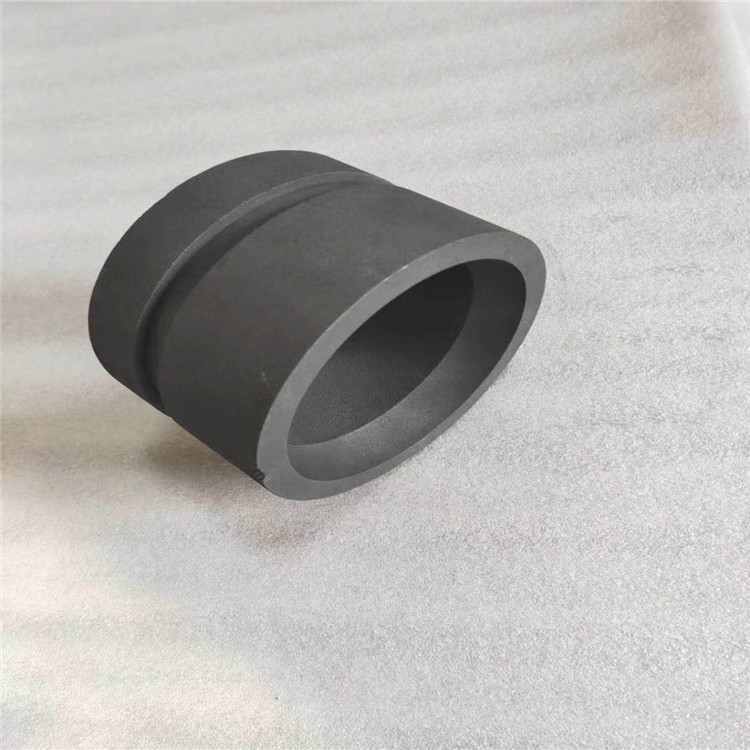
由熔融金属状态直接连续(或半连续的)制造棒材或管材等的生产方法。人造石墨作为有色金属的连续铸造或半连续铸造用模具被认为是合适的材料。生产实践,连续铸造行业采用石墨模具,因其导热性能良好(导热性能决定了金属或合金的凝固速度),模具的自润滑性能好等因素,不但使铸型速度提高,而且由于铸锭的尺寸,表面光滑,结晶组织均匀,可直接进行下道工序的加工。这不仅大大提高了成品率,减少了废品损失,而且产品质量也有大幅度的提高。
连续铸造方法有立式连续铸造法和卧式连续铸造法两种。
连续铸造石墨模具也应用与金属冶炼行业,融化的金属可以用石墨模具来铸造。石墨模具是可以重复使用,但是有一些设计只能是一次性的。使用石墨模具可以直接铸造地创造性的小晶粒铸件。
热膨胀系数是决定石墨用作模具材料的重要因素。铸模是具有非常不均匀温度的介质,由于熔融材料而从内部热到由于施加到其上的冷却过程而在外部冷。石墨表现出的低热膨胀系数使模具能够发挥作用而不会变形或开裂。另一个非常重要的因素是自润滑。石墨是一种固体润滑剂,可以使模具和铸造材料之间产生低摩擦。随后,石墨可以平稳地提取铸件。










{kind=link}