- 2310
- 产品价格:100.00 元/千克 起
- 发货地址:陕西宝鸡渭滨区 包装说明:不限
- 产品数量:9999.00 千克产品规格:不限
- 信息编号:229506566公司编号:14632256
- 高青青 销售经理 微信 186091776..
- 进入店铺 在线咨询 QQ咨询 在线询价
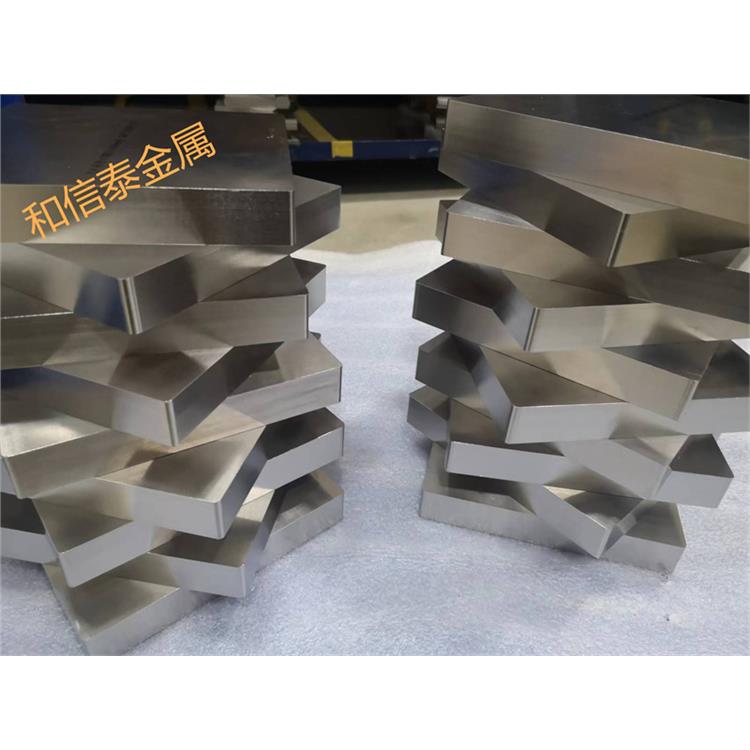
钛合金配件加工 钛圆盘 宝鸡和信泰金属有限公司生产厂家
- 相关产品:
钛合金配件加工
石油精炼中的应用
石油加工产品与冷却水中的硫化物、氯化物和其他腐蚀剂,石油精炼过程中对炼油装置特别是低温轻油部位的常减压塔**冷凝设备的腐蚀性严重,设备腐蚀问题已经成为困扰炼油工业的**问题之一。近年来美国、日本等国将钛管制设备引入到这些高腐蚀的环节,取得了很好的效果
5 焊缝封底焊时,由于有保护气体托罩,焊摆动不方便、不灵活,容易出现内部焊缝凹陷、两边咬边、未熔合等缺陷。封底焊一般不容易出现塌陷。注意接头时一定把接头处用绞刀绞出斜坡,以利接头。打底层一般采用仰脸焊位置内填丝法,立、平焊部位外填丝方法进行施焊。仰脸焊接头掌握不好,容易出现内凹缺陷。焊接接头时待出现熔孔后再给送焊丝,前两滴可多给点焊丝,避免接头内凹,过后按正常焊接。拖罩气体流量宜为30~40L/min。
7焊接停止收弧时,要填满弧坑,焊和拖罩气体延时保护,避免焊缝在高温下被大气污染,使焊缝成为合格颜色。焊丝端部不能马上抽离保护区,否则,焊丝端部马上变色氧化,不能再继续使用。如再使用时,要用钳子剪去氧化端部方能使用。
6 无论什么位置的焊接,钨都要垂直于管子轴心,这样能更好地控制熔池的大小,而且可使喷嘴、拖罩保护气均匀地保护熔池不被氧化。根据保护拖罩长度情况,焊接长度一般100mm就应停止,等焊缝退去红色变银白色后,再继续施焊。观察焊缝颜色时不要拿开拖罩,也不宜从拖罩前方观察,观察时从拖罩后方为佳。层间温度要低于50度,用手摸着焊缝不烫手为宜,等焊口冷却后再焊接*二遍。急时可用冷风吹焊缝,或用湿布擦拭焊缝两侧,注意不能擦拭焊缝。
4 焊缝封底焊接前,应将管内空气置换干净后,再进行焊接。试验管道内充氩气是否合格。可采用加以下办法,把焊丝头放在焊缝上用氩弧焊烧一下(注意不要烧到焊缝坡口),迅速放到管道里面,等冷却后拿出,焊丝头银白色为合格,可以正常焊接,变蓝色为不合格,须剪掉端部才可正常使用。
。
钛的主要物理性能为: 密度4.5g/cm3, 熔点1688℃,比热容522J/(kgK),热导率16J/(msK)。钛有两种结构:882℃以下为密排六方晶格结构,称为α钛;882℃以上为体心立方晶格结构,称为β钛。
钛的化学性质活泼,对氧有高的亲和力。在有氧环境中钛表面易生成致密而附着力强、惰性大的氧化膜,即使氧化膜受到机械破坏,只要在氧化性介质中,其自愈性强,又可再生成氧化膜,这是钛在许多酸、碱及介质中耐腐蚀性优异的原因。钛在高温下与氧、氮、氢反应速度较快,从250℃开始吸氢,300℃以上快速吸氢;从400℃开始吸氧,600℃以上快速吸氧;从600℃开始吸氮,700℃以上快速吸氮。
联系电话是0917-6739889, 主要经营宝鸡和信泰金属有限公司(hxt7610.b2b168.com)主营钛丝,钛棒等产品,全国统一热线:18609177610。宝鸡和信泰金属有限公司坚持我们的生产理念和经营宗旨,始终保持材质,追求用户的始终价值和支持,公司全体员工和各界同仁共同谋求中国有色金属的繁荣昌盛,共同进步。热诚欢迎各界朋友来访、来函、洽谈、合作。。
单位注册资金单位注册资金人民币 100 - 250 万元。
{kind=link}