


- 2024-05-14 14:50 610
- 产品价格:面议
- 发货地址:浙江温州龙湾区 包装说明:不限
- 产品数量:4000000.00 个产品规格:不限
- 信息编号:251412682公司编号:1708449
- 王经理 总经理 微信 13758861658
- 进入店铺 在线留言 QQ咨询 在线询价
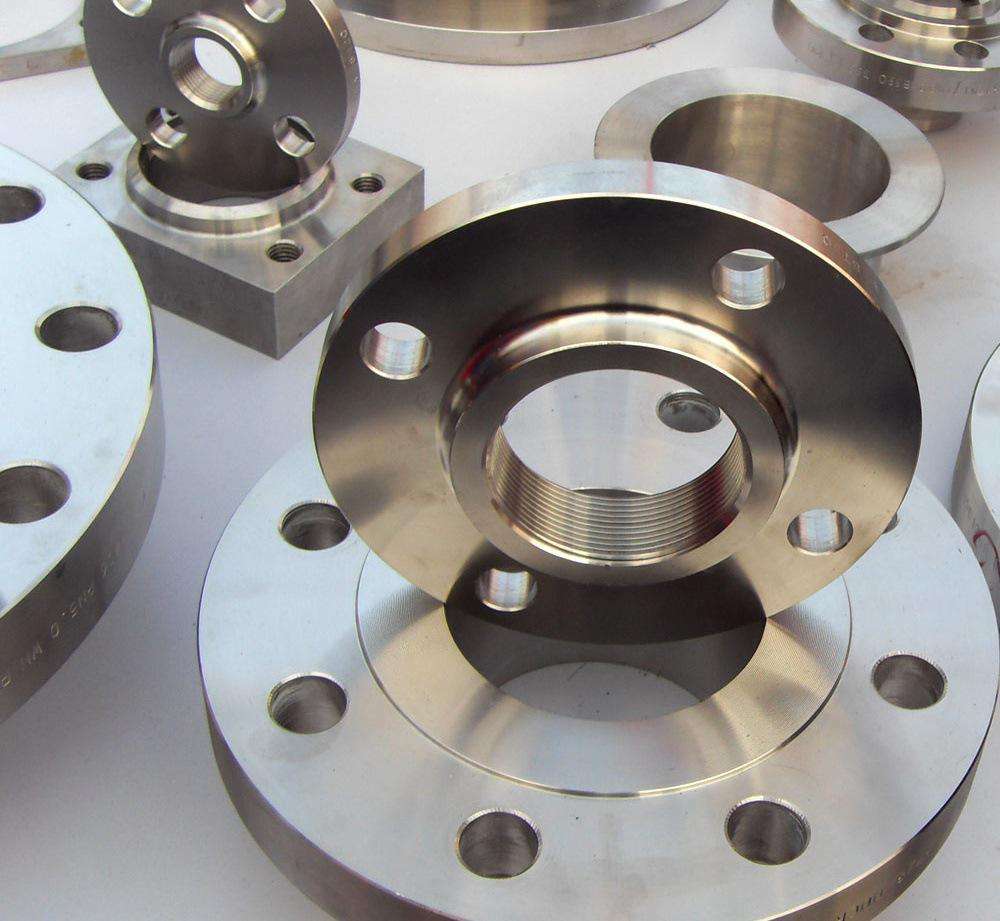
耐磨不锈钢弯头 巢湖不锈钢管件厂家
- 相关产品:
耐磨不锈钢弯头
执行标准:GB/T12457产品名称:不锈钢弯头规格:规格齐全材质:304、316L等详细价格:来电咨询
不锈钢弯头使用的注意事项安装时,不锈钢弯头可以根据连接方式直接安装在管道上,也可以根据使用位置安装。正常情况下,它可以安装在管道的任何位置,但需要密封以防止冲洗泄漏现象和影响管道的正常运行。
当使用带有不锈钢弯头的球阀、截止阀和闸阀时,它们只能完全打开或关闭。它们不允许用于流量调节以避免密封。
对于不锈钢弯头的长期保存,应进行定期检查。暴露的加工表面应保持清洁,污物应清除,并整齐地存放在室内通风干燥的地方。严禁堆积和露天保管。经常保持不锈钢弯头干燥通风,保持护圈干净整洁,并按照准确的存放方法存放。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操纵的检验,留意截止不锈钢弯头介质流向应是纵阀瓣下面往**,不锈钢弯头只能水平安装。不锈钢弯头在安装时要留意密封性,防止出现泛起泄漏现象,影响管道的正常运行。
不锈钢弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至**上位置拧紧,即可阻止介质从填料处泄漏。
不锈钢弯头的安装须知:
安装前,必须仔细核对不锈钢弯头的各个标准,通径是否符合使用要求,消除运输过程所造成的缺陷,并消除不锈钢弯头的污垢,做好安装前的准备,一切准备就绪。
安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操作的检修,注意截止不锈钢弯头介质流向应是纵阀瓣下面往**,不锈钢弯头只能水平安装。不锈钢弯头在安装时要注意密封性,防止出现泄漏现象,影响管道的正常运行。
不锈钢弯头清理须知:
根据工件要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂,喷丸等方法进行清理;
对不锈钢弯头进行清理,一般不采用酸洗的方法进行清理。
正确的清理不锈钢弯头,能提高其使用的安全性能,延长其使用周期。 焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮*开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,*产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。

一般情况下,可安装在管路任意位置上,但需便于操作的检修,注意截止不锈钢弯头介质流向应是纵阀瓣下面往**,不锈钢弯头只能水平安装。不锈钢弯头在安装时要注意密封性,防止出现泄漏现象,影响管道的正常运行。
不锈钢弯头阀门填料压盖的螺栓应均匀地拧紧,不应压成歪状态,以免碰伤阻碍阀杆运动或造成泄漏。
不锈钢弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不允许做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至上位置拧紧,即可阻止介质从填料处泄漏。

通常是在碳钢基础上增加了高比例的Cr,Ni等合金而成,含量比例可达20%以上。常见钢种有:304,304L,321,316,316L,1Cr18Ni9Ti,0cr18ni9,前几种用数字表示的钢号为日本,美国钢号表示方法,后一种(1Cr18Ni9Ti)为国内钢号表示方法。
不锈钢特性:强度,韧性指标是各种钢中的,其**的优点是抗腐蚀,在化工造纸等腐蚀性较强的场合就必须使用不锈钢,当然,成本也是较高的!
不锈钢弯头区别于碳钢弯头的主要是材质的不同,其所含的化学成分会保持弯头表面长时间不会生锈,不会被腐蚀。按标准制作可化为:
1.以制造标准划分可分为国标、船标、电标、水标、美标、德标、日标、俄标等。
2.以制作方法划分可分为推制、压制、锻制、铸造等。
90°不锈钢弯头主要用于管道安装中的一种连接管件,用于管道拐弯处的连接。连接两根公称通径相同或者不同的管子,使管路作90°转弯。
不锈钢弯头管件工艺流程!
无缝弯头:弯头是用于管道转弯处的一种管件。在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。
热推成形
热推弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。
成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形
冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。












{kind=link}